
Die Platinen Fräs-/Bohrmaschine („Jugend forscht“ 83/84) ist nun 32 Jahre alt. Die alten Unipolar-Stepper waren aber von Anfang an grenzwertig schwach, vor allem der der Z-Achse, welcher die Kleinbohrmaschine heben muss.
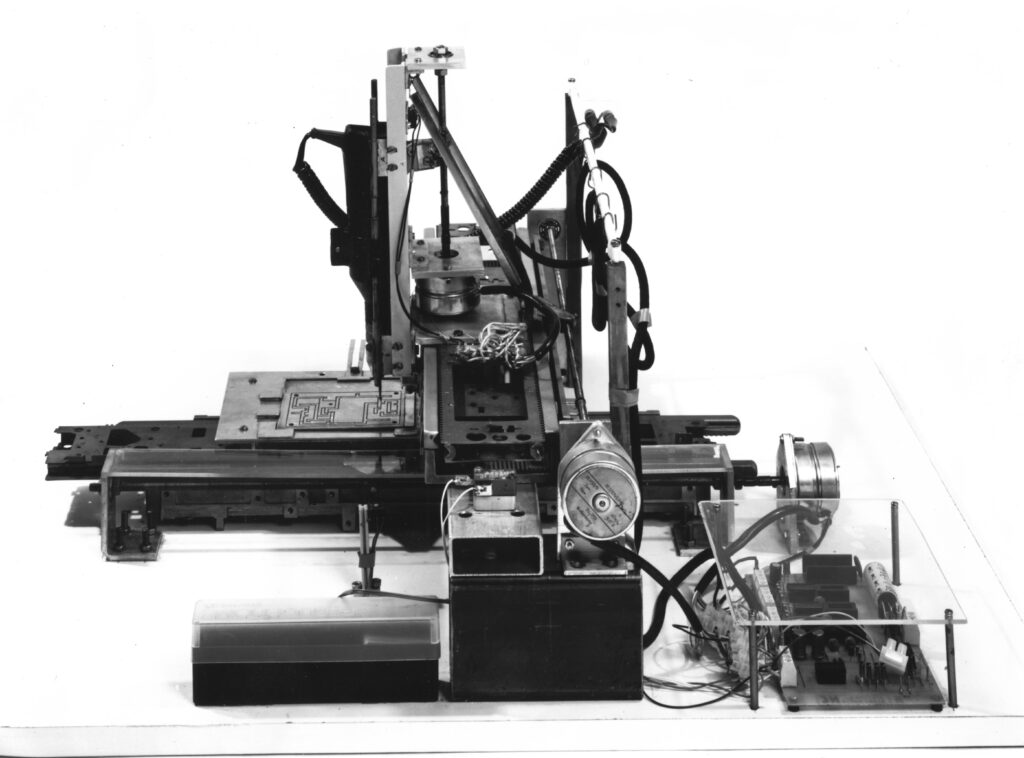
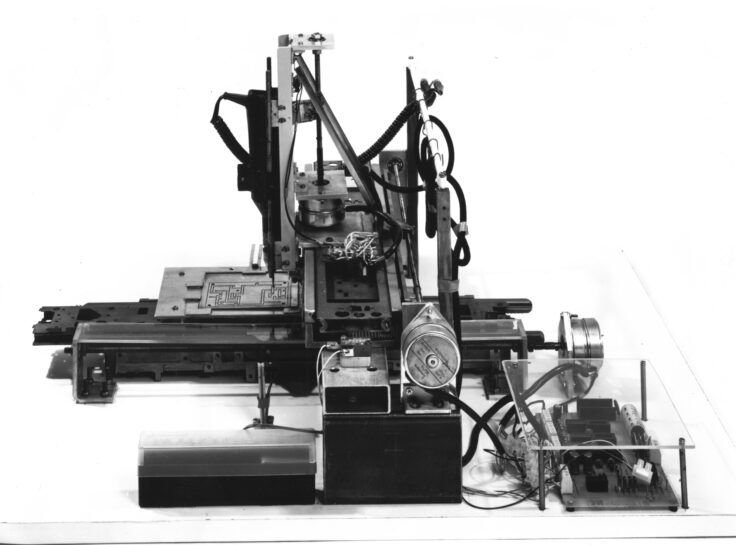
Die Stepper wurden seinerzeit mit 24 Volt Festspannung über Kleinsignaltransistoren in simpler, ungeregelter Open-Collector-Schaltung betrieben. Die selbstgeätzte Platine ist im Bild vorne rechts zu sehen. Bei einem Spulenwiderstand von 300 Ohm flossen gerade einmal 80 Milliampere pro Wicklung. Um der hohen Induktivität etwas entgegenzusetzen, müsste man mit geregeltem Konstantstrom oder „Chopping“ arbeiten und mindestens 60-80 Volt bereithalten. Für so kleine Ströme und hohe Spannungen werden heute keine brauchbaren Treiber mehr angeboten. Mein ursprünglicher Plan, die Motoren bipolar zu betreiben, um ca. 40% mehr Leistung rauszuholen, war also zum Scheitern verurteilt.
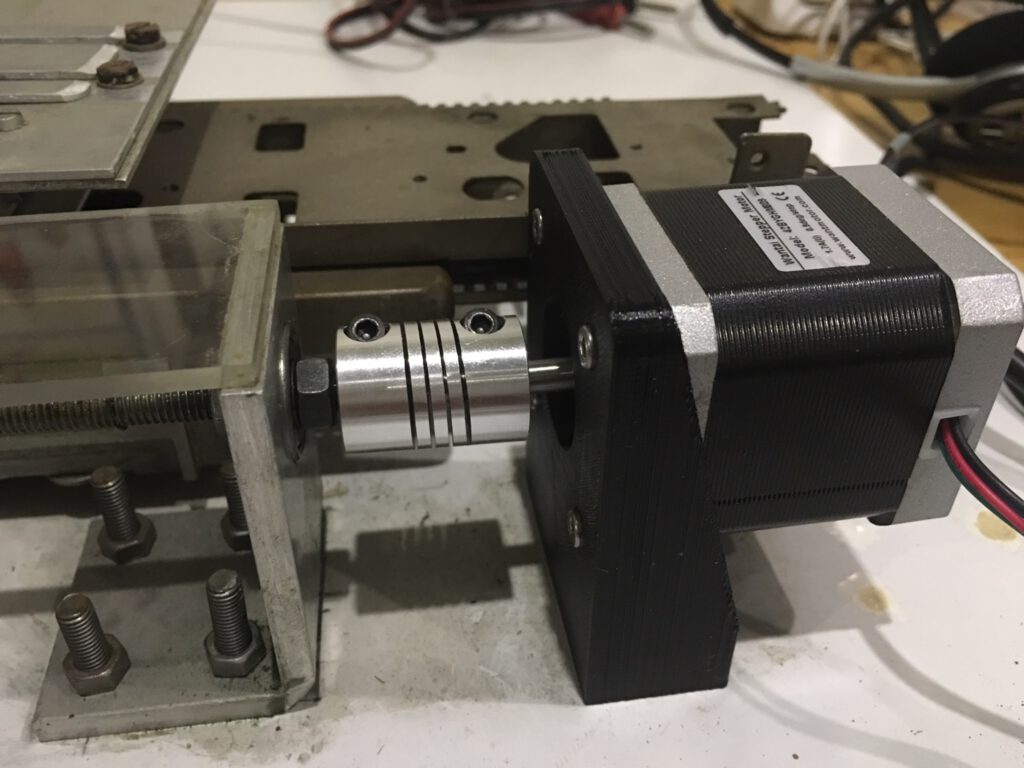
Mangels Verfügbarkeit guter Treiber habe ich mich also entschlossen, neue Nema17 Stepper einzubauen. Wegen des anderen Flanschmaßes sind neue Montagewinkel erforderlich. Diese habe ich inzwischen auf meinem 3D-Drucker hergestellt. Als Motortreiber werde ich zunächst die ausrangierte 15 Volt Steuerplatine meines Vellemann K8200 3D-Druckers verwenden. Diese wurde inzwischen durch eine wesentlich potentere RADDS-Elektronik mit 32Bit CPU und 24 Volt Versorgung ersetzt.
Die vorhandene 12-18 Volt Kleinbohrmaschine sollte hoffentlich mit dem Ausgang für das Heizbett zu steuern sein. Ich werde vorsichtshalber noch eine kräftige Freilaufdiode dazuschalten. Kritisch wird wohl eher das von Velleman mitgelieferte Netzteil mit nur 100 Watt. Wenn die Bohrmaschine unter Last steht oder blockiert, bleibt dann kaum noch Leistung für die Stepper übrig. Aber Abhilfe ist in Sicht, denn ein 15 Volt/240 Watt Netzteil ist schon vor Ort.
Für die Verdrahtung mit der Steuerplatine warte ich noch auf die Lieferung einer ordentlichen Menge Schrumpfschlauch.
Seiterzeit hatte der Eltec-Eurocom IIv5 und seine 8-Bit 2Mhz Motorola MC6809 CPU genug damit zu tun, die 48 Vollschritte pro Umdrehung zu erzeugen. Die vier Wicklungen jedes Motors waren je einem Bit des Parallelports zugewiesen.
Die neuen Stepper (Wantai 42BYGHM809) haben 400 Vollschritte pro Umdrehung, sollen aber vibrationsarm und hochauflösend mit 16-tel Mikroschritten betrieben werden. Die Steuerung muß nun also satte 6400 Schritte pro Umdrehung erzeugen, was bei der Gewindesteigung einer 6mm Gewindestange genau einem Millimeter Vortrieb entspricht. Die neue Vellemann Steuerung basiert auf einem 8-Bit ATMega Mikrocontroller mit 16MHz und wird mit Marlin Firmware locker 32.000 Schritte/Sekunde simultan auf allen drei Achsen ausgeben können. Also etwa 5mm/s. Das ist nicht gerade berauschend.
Vielleicht tausche ich noch die beiden Z-Achs-Stepper meines 3D-Druckers (1,8 Grad Schrittwinkel, Wantai 42BYGHM811) gegen die X- und Y-Stepper des Routers (0,9 Grad Schrittwinkel). Die neuen Kugelgewindetriebe für den 3D-Drucker können wegen der wesentlich höheren Gewindesteigung etwas feinere Schrittauflösung gut vertragen. Und die Fräse hätte dann 10mm/s Verfahrgeschwindigkeit. Dauert aber noch, denn die China-Import Kugelumlauf-Gewindetriebe liegen derzeit bei der Zollabfertigung am Frankfurter Flughafen.
Natürlich könnte ich mich auch mit Achtel- oder Viertelschrittbetrieb zufriedengeben. Ein wenig kommt es noch auf die Mechanik und das Drehmoment an. Die Mutter der X-Achse hat gewaltiges Spiel. Wenn ich die Fräse wirklich einsetze, werde ich wohl auf 8mm-Trapezgewindespindel umsteigen müssen. Dann müssten aber auch die Lagerböcke ersetzt werden.
Das Haltemoment der neuen Stepper beträgt 42Ncm. Die alten RDM50 schafften im Unipolarbetreib nur 6,2Ncm. Also eine Steigerung um 577%. Der Unterschied im Drehmoment wird noch dramatischer ausfallen, da die Treiber mit 15 Volt auf einen Wicklungswiderstand von 1,65 Ohm treffen, der die 1,7 Ampere Nennstrom schon bei 2,8 Volt erreicht. Also hinreichend Reserve. Tausendprozentig. Buchstäblich.